




Oem плиты из нейлона 1010
Нейлон 1010 – это, конечно, хорошо известный материал. Часто встречается в конструкциях, требующих устойчивости к абразивному износу и хороших диэлектрических свойств. Но когда дело доходит до его использования в OEM плитах, сразу возникают вопросы – как подобрать оптимальный профиль, какие требования к производству предъявляются, и, главное, как избежать распространенных ошибок? Это не просто закупка материала, это целая цепочка, от проектирования до готовой детали. Попробую поделиться своими наблюдениями и опытом.
Что такое нейлон 1010 и почему он популярен в OEM производстве?
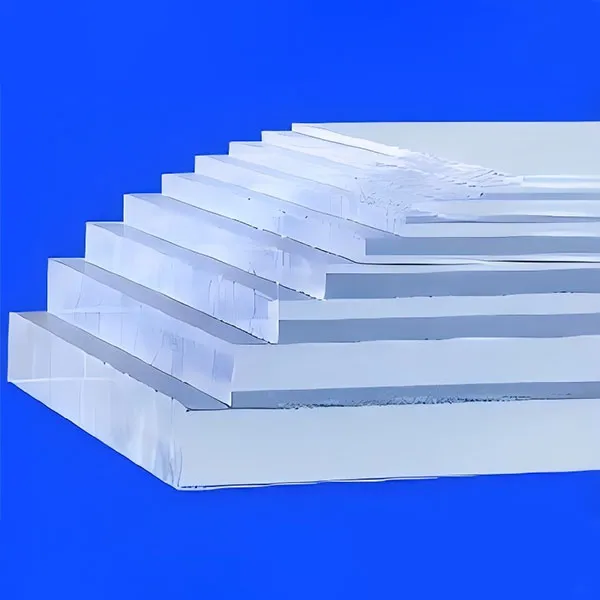
Нейлон 1010 – это полиамид, обладающий отличной механической прочностью, жесткостью и износостойкостью. Он хорошо работает в условиях трения, что делает его идеальным для использования в подшипниках, втулках и других деталях, подверженных нагрузкам. В OEM производстве его популярность обусловлена возможностью изготовления сложных геометрических форм, относительно низкой стоимостью и широким спектром применения. Например, часто применяется в различных механизмах, требующих легкого веса и высокой точности, где OEM плиты выполняют роль опорных элементов или защитных экранов.
Часто при обсуждении нейлона 1010 упускают из виду его чувствительность к влаге. Это важно учитывать при проектировании и выборе технологии производства, особенно если плиты будут использоваться в агрессивных средах. Использование специальных добавок или термическая обработка может улучшить его характеристики в этом плане, но это добавляет затрат. На практике, я сталкивался с ситуацией, когда деталь, изготовленная из нейлона 1010, деформировалась после попадания влаги, что привело к серьезным проблемам в работе механизма. Это заставило меня пересмотреть выбор материала и технологию производства, используя более устойчивый к влаге нейлон или другие полимеры.
Основные этапы производства OEM плит из нейлона 1010
Производство OEM плит из нейлона 1010 – это комплексный процесс, включающий в себя несколько ключевых этапов. Первый – это проектирование, которое должно учитывать все требования к механическим, термическим и химическим свойствам детали. Важно определить оптимальную толщину, ширину и профиль плиты, а также выбрать подходящий метод производства.
Методы производства: литье под давлением vs. экструзия
Наиболее распространенные методы производства нейлоновых OEM плит – это литье под давлением и экструзия. Литье под давлением позволяет изготавливать детали сложной формы с высокой точностью, но требует больших затрат на оснастку. Экструзия, в свою очередь, более экономична и подходит для изготовления длинных профилей с постоянным сечением. Выбор метода зависит от объема производства, сложности детали и требуемой точности.
Лично я предпочитаю литье под давлением для производства небольших партий деталей сложной формы. Хотя первоначальные затраты выше, в долгосрочной перспективе это оказывается более выгодным. Экструзия, напротив, подходит для массового производства простых профилей, где не требуется высокая точность. Важно тщательно проанализировать все факторы, прежде чем принимать решение.
Термообработка: улучшение механических свойств
После изготовления плиты может потребоваться термообработка для улучшения ее механических свойств. Этот процесс заключается в нагреве детали до определенной температуры и выдерживании ее в течение определенного времени, после чего она медленно охлаждается. Термообработка позволяет повысить прочность, жесткость и износостойкость нейлона 1010, а также снизить его усадку.
Неправильная термообработка может привести к деформации детали или ухудшению ее механических свойств. Поэтому важно соблюдать все технологические параметры и использовать соответствующее оборудование. Особенно это актуально для деталей сложной геометрии, которые могут деформироваться при нагреве.
Типичные проблемы и ошибки при производстве OEM плит из нейлона 1010
В процессе производства OEM плит из нейлона 1010 можно столкнуться с различными проблемами и ошибками. Одна из наиболее распространенных – это деформация детали во время литья или экструзии. Это может быть вызвано недостаточным давлением, неправильной температурой или некачественной оснасткой.
Усадка и коробление
Еще одна распространенная проблема – это усадка и коробление детали после извлечения из формы. Это происходит из-за неравномерного охлаждения и усадки полимера. Для предотвращения этого необходимо обеспечить равномерное охлаждение и использовать специальные приемы, такие как использование охлаждающих каналов в форме.
Я сталкивался с ситуацией, когда деталь коробления из-за недостаточной термообработки. Оказалось, что температура нагрева была недостаточно высокой, что привело к неравномерному охлаждению и усадке полимера. После корректировки параметров термообработки проблема была решена.
Недостаточная адгезия к оснастке
Недостаточная адгезия нейлона 1010 к оснастке может привести к отслоению детали во время извлечения из формы. Это может быть вызвано некачественной очисткой оснастки или неправильным выбором смазки. Для решения этой проблемы необходимо тщательно очистить оснастку и использовать соответствующую смазку.
Заключение
Производство OEM плит из нейлона 1010 – это сложный и ответственный процесс, требующий опыта и знаний. Важно учитывать все факторы, от проектирования до термообработки, чтобы избежать типичных проблем и ошибок. Тщательный контроль качества на всех этапах производства позволит получить детали, соответствующие требованиям заказчика и обеспечивающие надежную работу механизма. В конечном итоге, успех зависит от понимания материала и технологий, а также от постоянного стремления к улучшению.
ООО Дэян Лидун Электромеханическое Оборудование обладает необходимым опытом и оборудованием для производства OEM плит из нейлона 1010 любой сложности. Мы можем предложить полный спектр услуг, от проектирования до термообработки, обеспечивая высокое качество и конкурентоспособные цены. Более подробную информацию о наших услугах можно найти на сайте https://www.ldjd.ru.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Плиты эпоксидно-фенольные стеклотканевые 3240
Плиты эпоксидно-фенольные стеклотканевые 3240 -
 Ламинированные плиты стеклотканевые эпоксидные класса F
Ламинированные плиты стеклотканевые эпоксидные класса F -
 Плиты политетрафторэтиленовые
Плиты политетрафторэтиленовые -
 Трубы эпоксидные стеклотканевые EPGC
Трубы эпоксидные стеклотканевые EPGC -
 Цельные эпоксидные пресс-изделия (3-10 метров)
Цельные эпоксидные пресс-изделия (3-10 метров) -
 Изделия из органического стекла
Изделия из органического стекла -
 Высокопрочные ламинированные стеклотканевые плиты класса H
Высокопрочные ламинированные стеклотканевые плиты класса H -
 Прочие материалы | Обработанные детали
Прочие материалы | Обработанные детали -
 Трубы политетрафторэтиленовые
Трубы политетрафторэтиленовые -
 Цельные полупроводниковые пресс-изделия (3-10 метров)
Цельные полупроводниковые пресс-изделия (3-10 метров) -
 Стержни нейлоновые
Стержни нейлоновые -
 Изоляционные плиты | Обработанные детали
Изоляционные плиты | Обработанные детали
Связанный поиск
Связанный поиск- Коррозионностойкие стержни из политетрафторэтилена термостойкие
- Китай коррозионностойкие стержни из политетрафторэтилена надежные и долговечные
- Ведущий эпоксидные трубы 3640
- Ведущий обработанные изоляционные детали
- Высококачественный коррозионностойкие стержни из политетрафторэтилена ptfe
- Oem нейлоновые трубы
- Конструкционные стержни из pa6
- Высококачественный изоляционная втулка 10.5
- Ведущий плиты из политетрафторэтилена для полупроводниковой промышленности
- Китай стержни pa6